 订阅
订阅Cnc代码G.,M代码大全
来源:网络收集 点击: 时间:2024-07-26【导读】:
数控GM代码
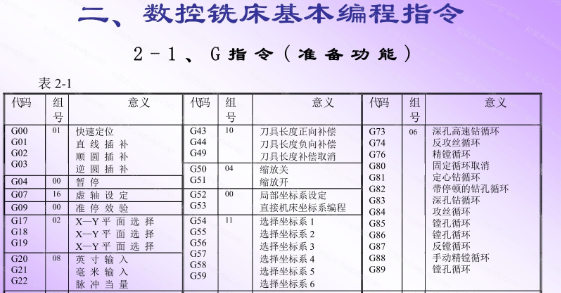
一、G码指令
G00 直线快速定位
G01 直线补间、切削进给
G02 圆弧补间(顺时针)
G03 圆弧补间(逆时针)
G04 暂停指定时间
G09 确实停止检测
G10 可程式资料输入
G15 极坐标插位取消
G16 极坐标插位
G17 设定X-Y工作平面
G18 设定Y-Z工作平面
G19 设定X-Z工作平面
二、M码指令
M00 程式暂停
M01 选择性程式暂停
M02 程序停止
M03 主轴起动(顺时针)
M04 主轴起动(逆时针)
M05 主轴开关
M08 加工液开
M09 加工液关
M10 夹爪ON
M11 夹爪OFF
M30 程式结束并倒转
工件坐标系设定指令
是规定工件坐标系原点的指令,工件坐标系原点又称编程零点。
指令格式:G50 X Z
式中,X、Z为刀尖的起始点距工件坐标系原点在X向、Z向的尺寸。
执行G50指令时,机床不动作,即X、Z轴均不移动,系统内部对X、Z的数值进行记忆,CRT显示器上的坐标值发生了变化,这就相当于在系统内部建立了以工件原点为坐标原点的工件坐标系。
以上内容参考:百度百科-cnc数控编程
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.ff371.cn/art_1010571.html
上一篇:你的爱人对你总是不理解怎么办?
下一篇:vivo手机怎么设置低亮度防屏闪